《表面安装技术手册》
| 作者 | (美)欣 奇(Hinch,Stephen W.) 陶辅文,江 编者 |
|---|---|
| 出版 | 北京:兵器工业出版社 |
| 参考页数 | 528 |
| 出版时间 | 1992(求助前请核对) 目录预览 |
| ISBN号 | 780038442X — 求助条款 |
| PDF编号 | 83453668(仅供预览,未存储实际文件) |
| 求助格式 | 扫描PDF(若分多册发行,每次仅能受理1册) |

目录1
第一部分 概论1
第一章 引言1
1.1 表面安装技术的选择3
1.1.1 SMT优点3
1.1.2 局限性12
1.2 技术的分类17
1.2.1 按工艺技术分类17
1.2.2 按最后组装件特性分类23
1.2.3 功能模块24
1.3 标准与规范25
1.3.1 电子电路互连与组装学会(IPC)25
1.3.2 国防部26
1.3.3 电子工业协会(EIA)27
1.3.4 国际电工委员会(IEC)29
1.3.5 其他全国性机构29
第二部分 元件31
第二章 无源元件31
2.1.1 矩形片状电阻32
2.1 固定电阻32
2.1.2 MELF金属表面电极电阻38
2.1.3 较佳的电阻结构要求39
2.2 电位器与可变电阻40
2.2.1 密封式结构42
2.2.2 敞开式结构43
2.2.3 电位器的一般要求43
2.3 网络电阻44
2.4.1 陶瓷电容47
2.4 固定电容47
2.4.2 钽电解电容器55
2.4.3 其他类型电容器58
2.5 电感器60
2.5.1 线绕电感器60
2.5.2 多层电感器62
第三章 半导体器件64
3.1 表面安装半导体器件的设计依据64
3.1.1 焊点设计64
3.1.2 热膨胀的不匹配65
3.1.3 封装结构热阻65
3.1.4 焊点温度70
3.1.5 耐环境条件75
3.2 分立式半导体封装方式78
3.2.1 SOT—2378
3.2.2 SOT—8980
3.2.3 SOT—14381
3.2.4 DPAK82
3.2.5 MELF82
3.2.6 分立式半导体器件的选择原则84
3.3 集成电路设计的一般依据85
3.3.2 无引线与有引线设计的比较86
3.3.1 引线伸出式结构86
3.3.3 引线结构87
3.3.4 引线共面性误差89
3.4 IC封装器件类型90
3.4.1 小外形集成电路(SOIC)90
3.4.2 带引线塑料芯片载体(PLCC)92
3.4.3 四方器件93
3.4.4 无引线陶瓷芯片载体(LCCC)96
3.4.5 带引线陶瓷芯片载体(LDCC)97
3.4.6 先进的封装器件结构98
3.5 IC封装结构选择的原则104
第四章 连接器与机电器件108
4.1 连接器108
4.1.1 焊点应力109
4.1.2 连接器设计要素110
4.1.3 连接器类型113
4.2 IC插座114
4.3 测试夹117
4.4 开关与继电器119
5.1 锡铅相图121
第五章 焊接材料与可焊性121
5.2 焊料合金122
5.2.1 选用的依据122
5.3 可焊性125
5.4 焊剂127
5.4.1 溶剂型焊剂127
5.4.2 水溶型焊剂129
5.4.3 焊剂效率130
5.5.2 污染131
5.5 形成可焊性问题的原因131
5.5.1 氧化131
5.5.3 锡铅镀层的针孔132
5.5.4 不正常焊点金属学性能132
5.5.5 焊料镀层晶粒结构133
5.5.6 薄的表面镀层133
5.5.7 “抽芯”现象134
5.6 可焊性技术规范135
5.7 可焊性测试135
5.7.2 浸焊试验136
5.7.1 可焊性测试所用的焊剂136
5.7.3 润湿称量法138
5.7.4 金属化部位的抗溶解作用144
5.7.5 其他测试方法144
5.8 老化147
5.8.1 蒸汽老化148
5.8.2 干热老化150
5.9 元件端接点材料的确定150
6.1.1 焊点故障类型156
6.1 表面安装焊点156
第三部分 设计156
第六章 组装件设计与可靠性156
6.1.2 无引线焊点158
6.1.3 带引线焊点159
6.1.4 焊点应力159
6.2 组装与互连结构161
6.3 有机基材162
6.3.1 加工工艺162
6.3.2 纸基材料170
6.3.5 芳族聚酰胺材料171
6.3.3 环氧树脂—玻璃纤维材料171
6.3.4 聚酰亚胺—玻璃纤维材料171
6.3.6 其他有机基材料172
6.4 约制芯体材料173
6.5 陶瓷基材175
6.6 挠性层状材料176
6.7 组装工艺对可靠性的影响177
6.7.1 焊料合金的选择177
6.7.2 焊料体积178
6.7.4 焊接工艺179
6.7.3 元件安放179
6.7.5 焊剂清除181
第七章 设计与布线指南184
7.1 印制电路板的要求184
7.1.1 电路板的尺寸与结构184
7.1.2 加工定位孔186
7.1.3 基准标志188
7.1.4 导电电路188
7.1.5 导通孔190
7.2.2 元件密度191
7.2 整个板的电路布局191
7.2.1 元件定位191
7.2.3 测试点193
7.3 元件焊盘图形193
7.3.1 波峰焊元件的胶粘位置194
7.3.2 标准焊盘图形计算公式194
7.3.3 无源元件焊盘图形195
7.3.4 分立式半导体器件焊盘图形198
7.3.5 SOIC小外形集成电路焊盘图形199
7.3.6 PLCC元件焊盘图形200
7.3.8 翼形四方体组件203
7.3.7 LCCC元件焊盘图形203
7.4 设计上的其他考虑205
第四部分 制造技术206
第八章 SMT工厂与工艺流程206
8.1 各种可选用的工艺流程207
8.1.1 胶粘剂固定/波峰焊工艺综述208
8.1.2 热熔焊工艺综述210
8.1.3 工艺流程的比较211
8.2.2 全SMT方案213
8.2 混合式组装技术213
8.2.1 普通通孔插装工艺方案213
8.3 双面SMT216
8.3.1 热熔/波峰焊混合式216
8.3.2 双面热熔焊219
8.4 工厂厂房设计221
8.4.1 全自动化工厂设计222
8.4.2 半自动化工厂设计228
8.5 工厂成本分析229
8.6 工厂设计方案的推荐233
第九章 焊膏及其操作技术236
9.1 流变学236
9.1.1 粘度236
9.1.2 表面张力238
9.2 粘度的测量239
9.2.1 转轴式粘度计239
9.2.2 锥板式粘度计241
9.3 焊膏242
9.3.1 焊料粉末242
9.3.2 焊剂247
9.3.3 流变调节剂248
9.3.4 溶剂248
9.4 焊膏规范与测试248
9.4.1 金属(粉末)百分含量249
9.4.2 粘度250
9.4.3 塌陷250
9.4.4 焊料球251
9.4.5 焊剂活性252
9.4.6 工作寿命253
9.5 丝网印刷254
9.4.7 存贮寿命254
9.5.1 丝网印刷理论255
9.5.2 丝网印刷设备258
9.6 焊膏的注射式操作264
9.6.1 气动注射265
9.6.2 蠕动泵265
9.6.3 正位移泵265
9.7 各种其他的焊料涂布工艺267
9.7.1 印制电路板上沉积焊料267
9.7.2 元件预浸锡268
9.7.3 涂焊剂269
附录:泊罗克菲得(Brookfield)粘度计测试程序269
第十章 元件安放272
10.1 机器一般结构272
10.2 设备特性274
10.2.1 精度274
10.2.2 速度283
10.2.3 柔性286
10.3.1 接续安放291
10.3 设备的分类291
10.3.2 同时安放298
10.3.3 连续安放300
10.4 设备设计上的考虑301
10.4.1 整个机械结构301
10.4.2 x-y传送机构的设计302
10.4.3 坐标的对准305
10.4.4 元件输送装置311
10.4.5 计算机控制311
10.4.6 元件验证314
10.5 元件输送系统316
10.5.1 带—卷轴式送料器316
10.5.2 盒式送料器320
10.5.3 散装送料325
10.5.4 矩阵碟式送料326
第十一章 热熔焊329
11.1 热熔理论329
11.1.1 温度特性曲线330
11.2.2 偏移333
11.2.1 自动对位333
11.2 热熔引起的元件移位333
11.2.3 “石碑”现象334
11.3 可供选择的热熔方法338
11.4 热传导式热熔焊339
11.4.1 传送带式生产系统340
11.4.2 改进型烙铁341
11.5 气相热熔焊341
11.5.1 气相理论341
11.5.2 气相液体345
11.5.3 气相设备设计347
11.6 红外热熔焊351
11.6.1 红外源354
11.6.2 温度特性357
11.6.3 热熔气氛358
11.7 激光热熔焊359
11.7.1 激光源361
11.8 热对流热熔焊363
11.9 各种热熔焊技术的比较364
12.1 波峰焊评述367
第十二章 波峰焊367
12.2 焊剂涂布操作368
12.2.1 泡沫涂布焊剂369
12.2.2 波峰涂布焊剂369
12.2.3 喷射涂布焊剂370
12.3 板子的预热371
12.4 波峰焊接372
12.4.1 单波峰系统372
12.4.2 焊料遮蔽效应376
12.4.3 双波峰系统378
12.4.4 拖浸焊380
12.4.5 焊接温度特性曲线380
12.5 掺入油的波峰焊382
12.6 粘合剂383
12.6.1 粘合剂的选择384
12.6.2 环氧粘合剂384
12.6.3 丙烯酸粘合剂385
12.6.4 点胶方法386
12.6.5 元件与粘合剂的兼容性390
第十三章 焊后清洗392
13.1 污染物类型393
13.1.1 松香焊剂残留物394
13.1.2 有机酸焊剂残留物394
13.1.3 白色残留物394
13.2 清洗工艺选择396
13.2.1 表面安装器件下面的清洗397
13.3 溶剂清洗399
13.3.1 溶解力399
13.3.2 氟化溶剂402
13.3.3 氯化溶剂408
13.3.4 保健和安全410
13.3.5 环境影响411
13.3.6 溶剂系统中水的提取411
13.4 溶剂清洗工艺412
13.4.1 间歇蒸气去脂器412
13.4.2 连续清洗413
13.4.3 超声搅拌417
13.4.4 合适溶剂清洗工艺的选择417
13.5.1 水的硬度418
13.5 水清洗418
13.5.2 水溶液419
13.5.3 水清洗系统420
13.5.4 环境问题421
13.5.5 安全问题422
13.6 清洁度的测量423
13.6.1 目测检查423
13.6.2 溶剂萃取电阻率测定423
13.6.3 绝缘电阻值424
13.7 清洗准则:何时需要清洗?425
第十四章 检验与测试429
14.1 是否要检验的准则430
14.1.1 控制图表430
14.2 工艺过程中检验点的设置435
14.3 检验技术438
14.3.1 目视检验439
14.3.2 机视检验441
14.3.3 三维可视检验443
14.3.4 X射线检验445
14.3.5 红外检验446
14.4.1 功能测试449
14.4 电气测试449
14.4.2 在线测试450
14.4.3 测试方案的制定453
14.4.4 在线测试指南458
第十五章 SMT组装件的维修462
15.1 设计上可维修性的考虑463
15.2 维修工艺467
15.2.1 准备工作468
15.2.2 预热469
15.2.3 元件拆卸与更换470
15.3 设计更改478
15.2.4 清洁处理478
15.4 现场维修方案482
15.4.1 现场元件一级维修483
15.4.2 更换电路板483
15.4.3 组装件报废484
15.4.4 现场维修方案的选择484
附录A:表面安装组装件目视检查验收准则486
附录B:英汉专用术语489
英汉对照索引498
1992《表面安装技术手册》由于是年代较久的资料都绝版了,几乎不可能购买到实物。如果大家为了学习确实需要,可向博主求助其电子版PDF文件(由(美)欣 奇(Hinch,Stephen W.) 陶辅文,江 1992 北京:兵器工业出版社 出版的版本) 。对合法合规的求助,我会当即受理并将下载地址发送给你。
高度相关资料
-
- 包装技术手册
- 1994 北京:机械工业出版社
-

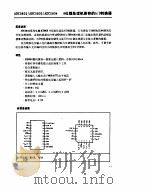
- 表面安装集成电路数据手册 (下册)
- 1995.01 电子工业出版社
-

- 安装手册
- 1990
-

- 表面安装技术设计指南
- 1991 华兴情报所电子情报室
-
- 表面安装成电路数据手册 上
- 北京:电子工业出版社

-

- 国外表面安装技术发展概况
- 1988
-
- 电气安装技术手册 下
- 1996 北京:中国建筑工业出版社
-
- 管道安装技术实用手册 4
- 1999 北京:中国建材工业出版社
-
- 管道安装技术实用手册 2
- 1999 北京:中国建材工业出版社
-
- 管道安装技术实用手册 3
- 1999 北京:中国建材工业出版社
-

- 设备安装技术实用手册
- 1996 北京:中国建材工业出版社
-
- 西门子电气安装技术手册
- 1996 北京:中国建筑工业出版社
提示:百度云已更名为百度网盘(百度盘),天翼云盘、微盘下载地址……暂未提供。➥ PDF文字可复制化或转WORD